Das Sortiment an gedrehten Paketen umfasst drei Größenvarianten:
– Maximale Stapelgröße rotierender Elemente: Länge 2500 mm × Breite 900 mm × Höhe 1400 mm
– Minimale Stapelhöhe rotierender Elemente: 800 mm
– Mindestbreite des gedrehten Stapels: 300 mm
– Max. Gewicht eines Stapels rotierender Elemente: 1500 kg
– Maximale Stapelgröße rotierender Elemente: Länge 2500 mm × Breite 1300 mm × Höhe 1500 mm
– Minimale Stapelhöhe rotierender Elemente: 900 mm
– Mindestbreite des Drehstapels mit Seitenstützfunktion: 600 mm
– Max. Gewicht eines Stapels rotierender Elemente: 2250 kg
- Groß und schwer (z. B. HDF-Platten):
– Maximale Stapelgröße rotierender Elemente::
– Länge 2400 mm × Breite 800 mm × Höhe 1300 mm, Elementgewicht ~ 2500 kg
– Länge 2000 mm × Breite 1250 mm × Höhe 1300 mm, Elementgewicht ~ 3000 kg
– Minimale Stapelhöhe rotierender Elemente: 800 mm
– Mindestbreite des Drehstapels mit Seitenstützfunktion: 400 mm
– Max. Gewicht eines Stapels rotierender Elemente: 3000 kg
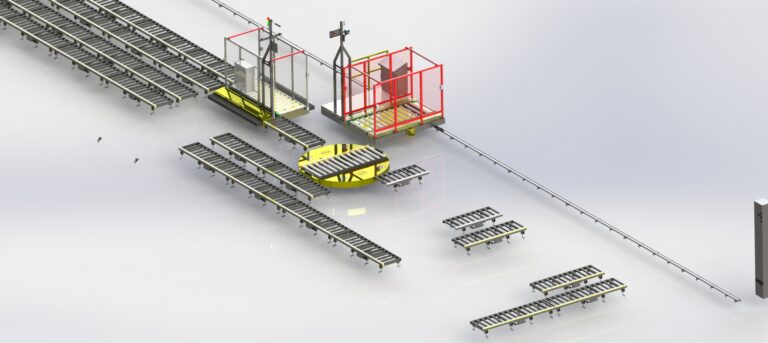
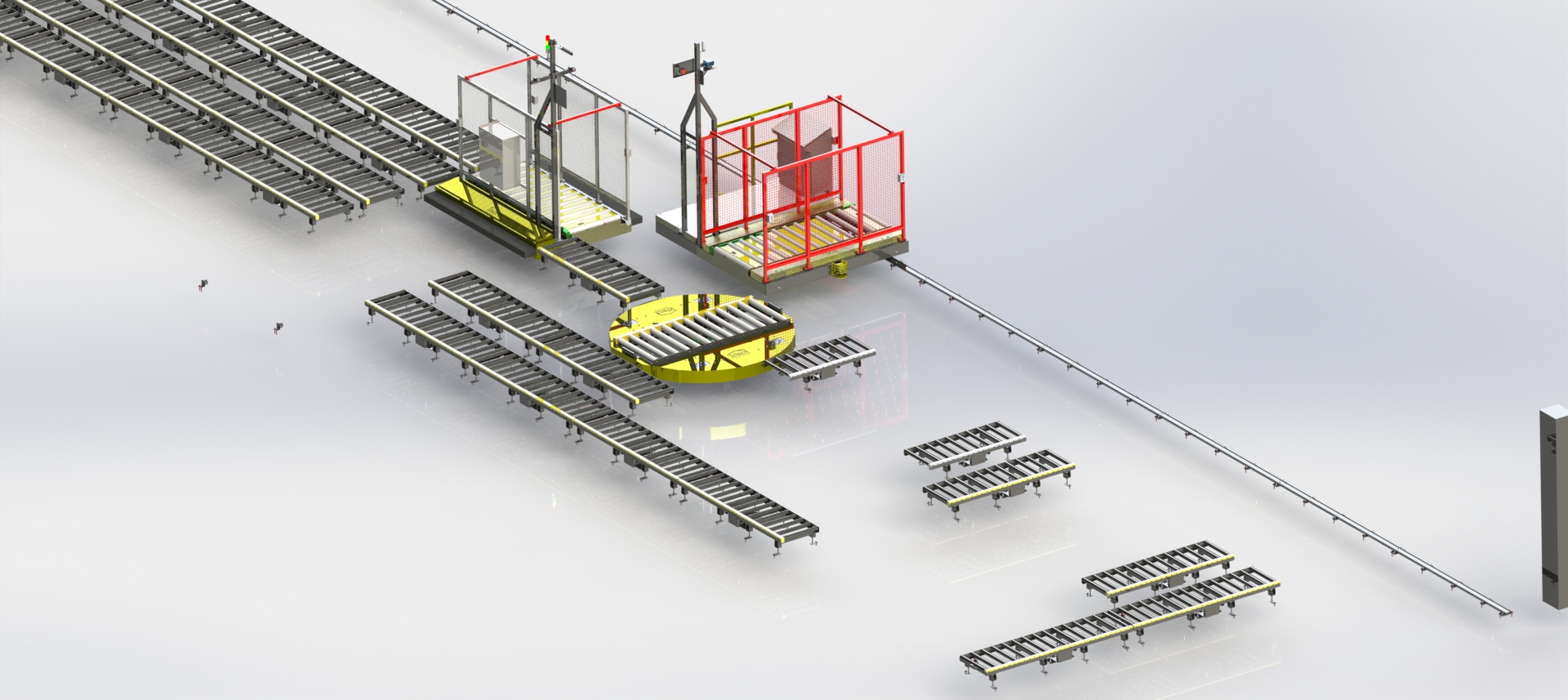
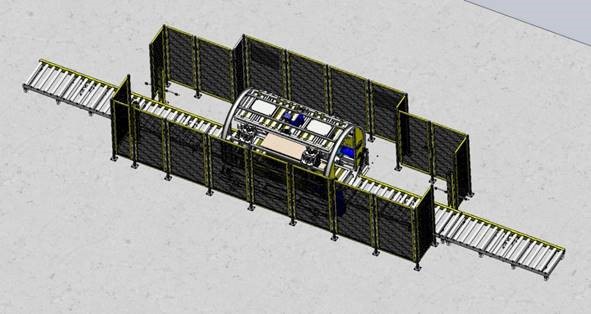
Die Taktzeit des Drehtellers selbst (mit Ein- und Auslauf von Stapeln mit einer Mindesthöhe von 900 mm) beträgt ca. 120 Sekunden.
Die Zykluszeit hängt im Allgemeinen von der Höhe und Breite des gedrehten Stapels ab und variiert zwischen 60 und 90 Sekunden.
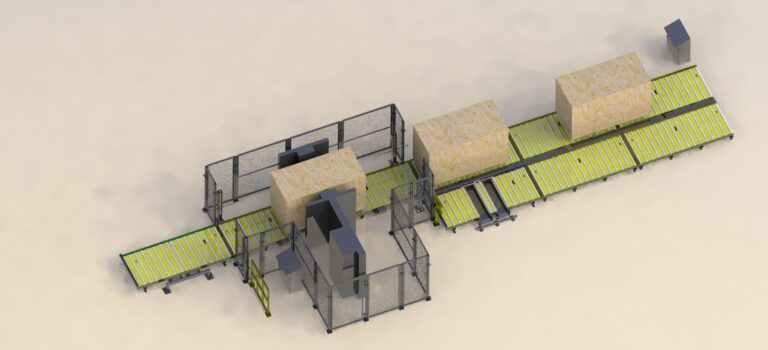
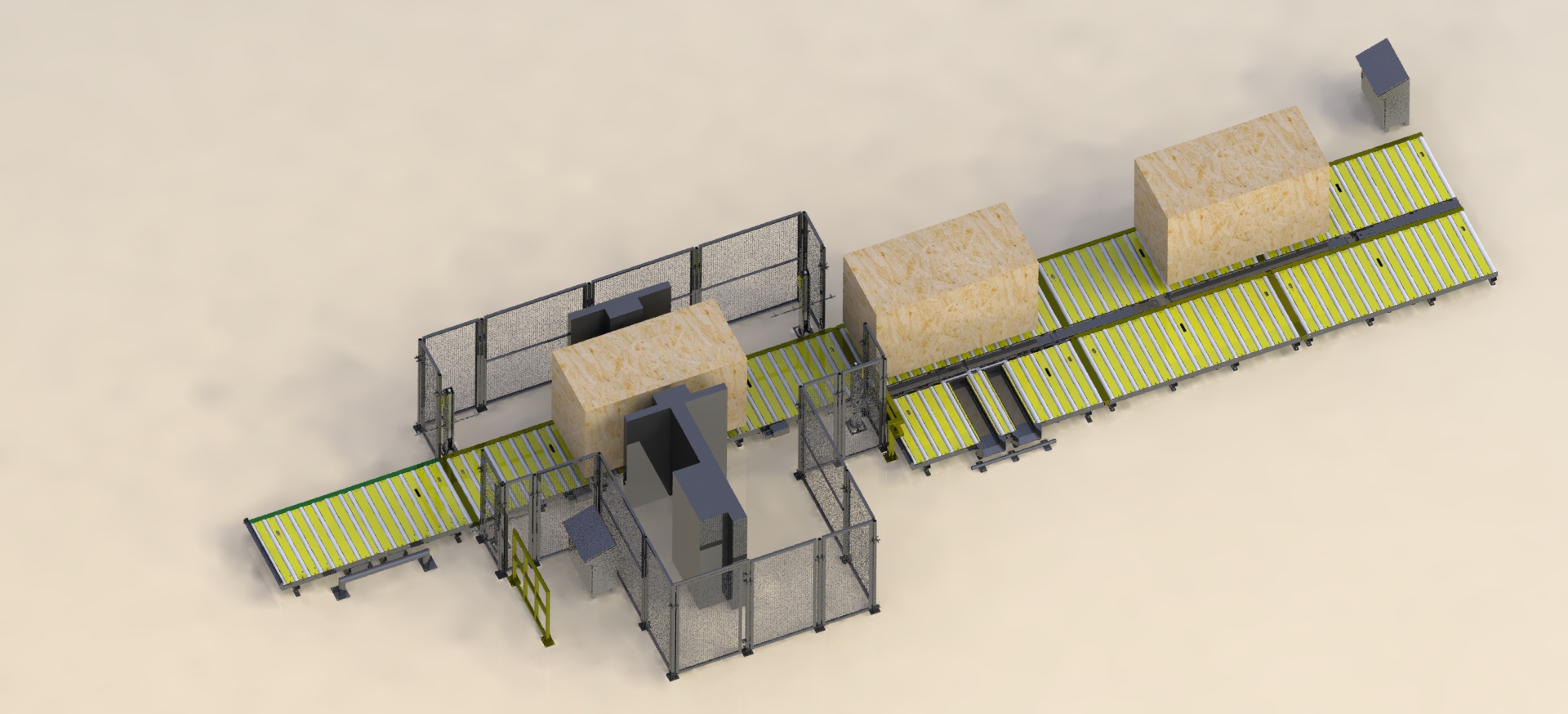
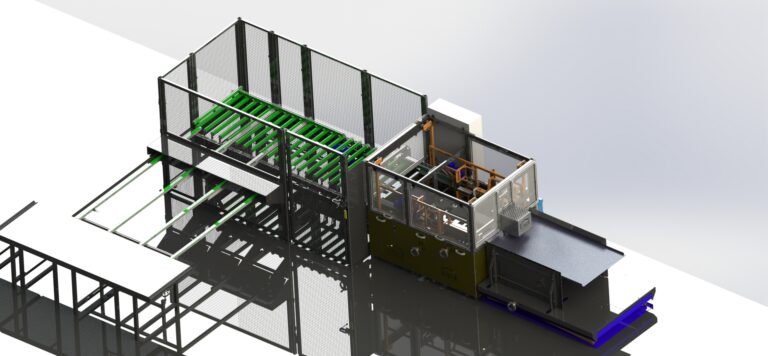
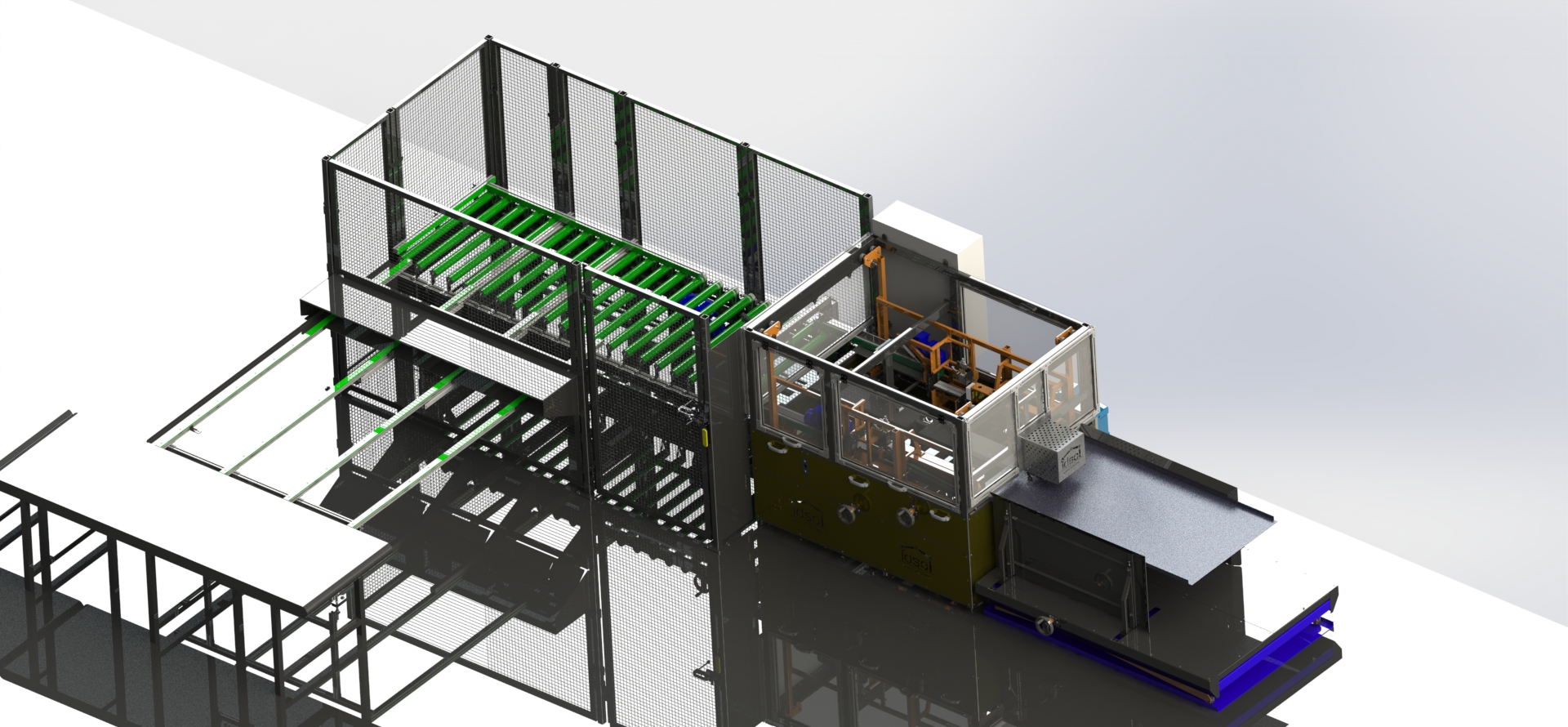
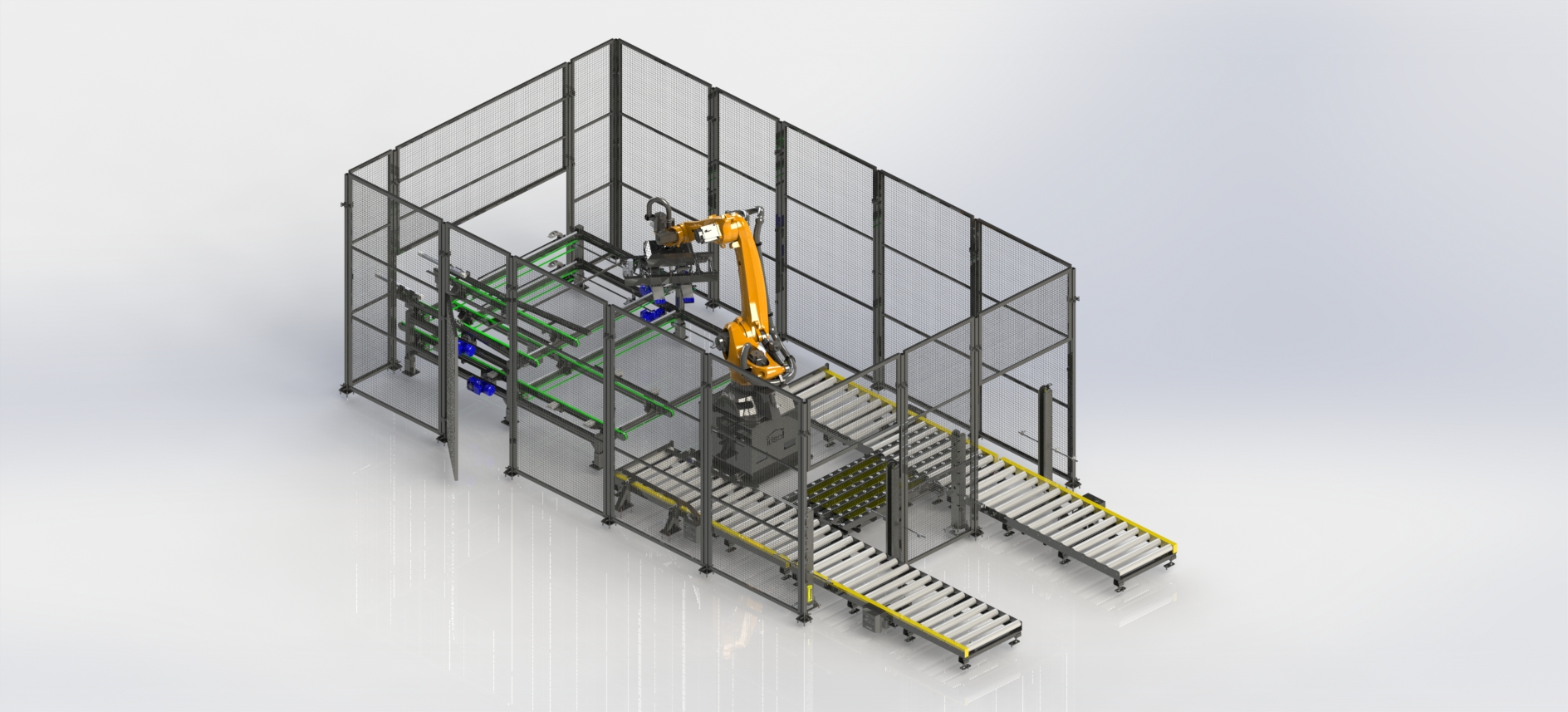
Der Zugang von Personen zum Arbeitsbereich der Wendestation wird durch eine Zaunanlage mit optischem Sicherheitssystem verhindert. Das Gerät ist mit einem zentralen Schmiersystem ausgestattet, das den ordnungsgemäßen Betrieb des Kompressionsmechanismus gewährleistet. Zusätzlich verfügen die Spannschrauben über Ziehharmonika-Abdeckungen zum Schutz vor Schmutz durch die gedrehten Stapel.